In the world of metal fabrication, the grinding wheel is often viewed as a commodity—a simple consumable used to cut, shape, and smooth. However, a grinding wheel is actually a sophisticated piece of engineering. It is a precision tool consisting of abrasive grains held together by a bonding agent, designed to rotate at high speeds while withstanding immense physical stress.
At Fuji Grinding Wheel, we believe that understanding the "DNA" of your tools is the first step toward efficiency and safety. In this guide, we break down the composition of high-quality wheels, explain the unique Fuji manufacturing difference, and address a controversial topic in our industry: Why you should stop dressing your ordinary resin grinding wheels.
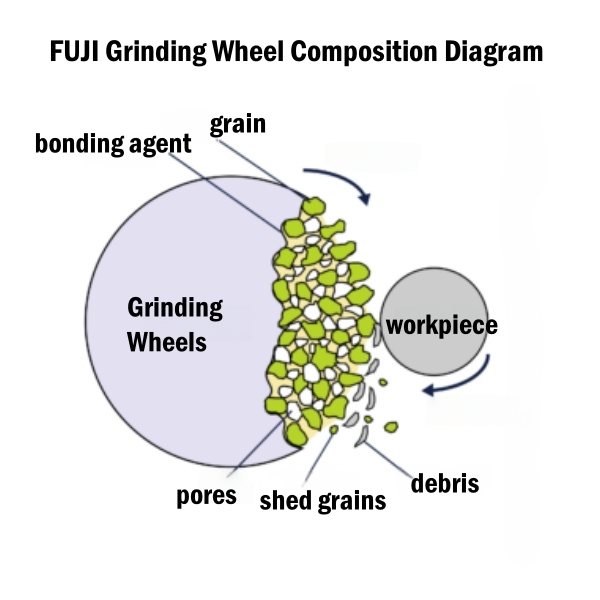
To select the right tool, you must understand what it is made of. Every grinding wheel is composed of three critical elements:
Not all wheels are created equal. Many standard wheels on the market are produced using a fast "cold press" method.
At Fuji Grinding Wheel, we utilize a specialized Japanese heat-treatment technology. We use high-quality phenolic resin to bond acid-washed abrasives (such as Alumina and Zirconia) with a robust non-alkali fiberglass mesh.
While there are many ways to classify wheels (by shape, size, or grit), the most distinct categorization for safety and application is by the bonding agent:
If you search for "how to fix a dull grinding wheel," you will find countless articles about a process called "Dressing." Dressing is the process of removing the top layer of a wheel to clear clogged material (loading) and expose new, sharp abrasive grains.
The Conventional Wisdom: For expensive, super-abrasive wheels (like Diamond or CBN) or large ceramic industrial wheels, dressing is mandatory. It extends the life of a tool that costs hundreds of dollars.
For standard 6mm or 7mm resin-bonded grinding discs used in metal fabrication, Fuji Grinding Wheel strongly advises against dressing. Here is why:

Choosing the correct wheel is not just about size; it is about matching the abrasive to the material.
Use Aluminum Oxide (Alumina). It is tough and resists fracturing, making it ideal for general-purpose steel grinding.
Stainless steel is harder and generates more heat. Standard wheels can cause "blueing" (heat discoloration).
Compliance is non-negotiable. Whether following EN (Europe), ANSI (USA), or ISO standards, the physical integrity of the wheel is paramount.

A: Dressing standard resin wheels on angle grinders creates safety hazards. The process can damage the internal fiberglass reinforcement. At high RPMs, a compromised wheel can burst. For cost-effective consumables, replacement is safer and more economical.
A: Acid-washing removes surface impurities from the grain, creating a cleaner surface. This allows for a much stronger chemical bond with the resin. The result is a wheel that is more durable and self-sharpens more effectively, preventing glazing.
A: Avoid standard Alumina wheels as they generate too much heat. Use Zirconia Alumina wheels like the JITAN Series or Super W. They cut cooler and prevent "blueing" discoloration on the workpiece.
A: It is a method to check for cracks in vitrified wheels by tapping them gently to hear a clear ring. Note: This is less effective for resin wheels, where visual inspection is the primary safety check.
Stop struggling with dull, cold-pressed wheels. Experience the difference of Japanese engineered abrasives.
Contact Our Technical Team








